
电 话:13405550777 18151068988
传 真:0514-82222285
邮 箱:854186350@qq.com
网 址:www.js-dlkj.com
地 址:江苏省扬州市杨寿镇工业区

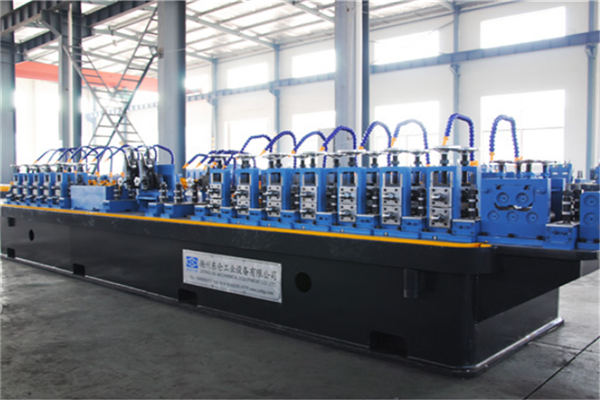
热销焊管机械1、主要应用在汽车业:用于汽车排尾气系统。汽车的排气管,对焊管机械价格焊缝的要求非常高,一般根据客户要求来判断是否内整平和光亮固溶。2、石化行业:对不锈钢管的需求量还是非常大的,具体应用在:物料输送管、热交换器管等地方。就目前我国的焊管机和焊管机组行业来说,应该说是一个长久的行业,和人民都需要这样的行业!扬州东仑工业设备公司是一家专业制造精密高频焊管机组、不锈钢精密焊管机组、配套焊管模具及纵剪机组的生产厂家。
1、西藏焊管机械焊管设备的管子伸长量一般在4-5MM左右,否则会造成缺陷,这点尤为重要。2、管子和管板的清洁度要求高,需要先将管子用碱液清洗,打磨出光泽。这样生产出来的焊管设备才更加的好。3、热销焊管机械焊管设备清洁度要求也高,否则会出现气孔。影响焊接质量。 4、管子的坡口要求在1MM是的。扬州东仑工业设备公司是一家专业制造精密高频焊管机组、不锈钢精密焊管机组、配套焊管模具及纵剪机组的生产厂家。欢迎新老顾客来电进行咨询。

热销焊管机械焊管机组对焊使用的工艺有开卷、夹送、矫直、剪切、导向、对焊、活套、对中等,过程能够说得上是复杂多变,我公司就先给您讲讲焊管设备对焊工艺流程的前三步:1、在板卷好好定位后,热销焊管机械价格开卷机的左右锥头能够插入钢卷里面同时旋转,把带头送到夹料辊里面,夹料辊上辊压下,钢卷小车和磁力辊就能够回到原位。2、为了让弹簧钢带可以准确对中运行,开卷机运转前能够整体轴向移动+ 150mm。启动开卷机后,带钢通过夹送辊到达装了除尘装置的矫直机。3、经矫直的弹簧钢带用滑动式液压剪对带钢的头、尾进行剪切(剪下来带钢头能够立即滑到废料箱里面,剪下的带钢尾能够用输出装置收集在线外侧的专用集料箱中)。

热销焊管机械焊管机组目前得到大规模的应用与它的优势的密不可分的。焊管机行业的发展如此迅速,所以要想立于不败之地,就必须要提高焊管机的生产质量,做好焊管机组的调试和日常维护工作。那么西藏焊管机械焊管机组日常维护及调试要注意什么呢?1、通常来说,焊管机组的制定必须要符合安全操作规程,操作员在机组运行过程中一定不能和模具进行接触,还要注意把手放在出管方向,避免操作不当对自己的健康和安全造成影响。另外焊管机组操作人在操作前要注意检查机组各润滑点是否润滑到位,否则就要注意加用一些润滑油,确保机组能够正常运行和工作。焊管机组使用过程中要注意采用一些耐高温的合成复合铝基润滑脂,这样可以避免焊管机组受到损坏。2、要注意调整焊管机组中飞锯的单向阀,要注意飞锯小车和钢管生产速度保持同步,这样可以有效的避免锯片被损坏。3、在日常生活中还要注意定期的对焊管机组进行检查和维修,及时的了解焊管机组的性能,如果出现故障的话,就要注意及时的此阿勇相应的措施进行修理。

一、热销焊管机械焊管机组主要分类 1、高频焊管机组 2、西藏焊管机械装饰焊管机组 3、工业焊管机组。二、一般的工艺过程。1、焊管机组流程:被卷—上卷—开卷—切头(尾)—对焊—储料—较平—成型—高频焊接—刮疤—冷却—定径—定尺切断—辊道输出—收集。2、工业焊管机组流程:开卷—清洗装置—进料导向—成型—焊接—内焊缝整平—外焊缝打磨—定径—固溶处理—终定径—校直—探伤—喷码—定尺—切断—借料。3、装饰焊管机组流程:开卷—打商标—成型—焊接—打磨—定径—校直—定尺—切断—借料。三、装饰焊管机组工艺操作规程 1、备卷:检查钢卷表面质量,测量钢卷宽度、厚度与产品质量及工艺技术要求是否相符,检查合格后才能上卷,并且认真地填写记录。 2、开卷:将不锈钢卷与装饰焊管机组衔接起来 3、成型:调试好,可以检测,开卷看看管子是否能够顺利地成型。4、焊接:安装氩弧焊机或者是超声波焊机,对管子的焊缝进行焊接处理。5、打磨。6、定径:确定管子的直径范围。7、调直:选择生产哪种形状的不锈钢管子,需要在调直段调试好,如果是生产方管,需要增加焊管模具,以便将圆管调直为方管。8、切断:利用自动化的气压切割台或者是液压切割台,对管子进行切割处理。9、下料:按照国际标准,一条不锈钢管子的长度是6米长,定尺好,可以直接切断。

热销焊管机械高频焊管机组大卖,有原因的。羡慕别人成绩好,却没想过学习他的认真付出;佩服同事能力强,却不知道他下班后还在努力充电。我们总羡慕别人功成名就,可有没有想过,为什么他能够翻山越岭直抵山顶,而自己还在原地踏步?为什么别人的焊管机械价格焊管机组这么火热,是有原因的完完整整的了解,从细节上注意。卧式螺旋活套是保证高频焊管机组自动化生产不可少的新设备,它起到储料、供料、保证主轧机连续不断工作的作用。活套中储料圈数固定,当换卷、开卷、剪切、对焊停止向活套内供料时,活套中靠在外笼的料逐圈向内笼靠紧,保证连续出料。当钢带对焊完了后则以焊管速度的 2-3 倍的速度向活套内充料,促使靠近内笼的钢带在径流的作用下以自然扩张的趋势逐圈靠向外笼,直到靠向外笼,达到料满。这时,再让充料速度与焊管速度相等,这是同步阶段,按此周期循环活套可以保证不停地向轧机供料。




