
电 话:13405550777 18151068988
传 真:0514-82222285
邮 箱:854186350@qq.com
网 址:www.js-dlkj.com
地 址:江苏省扬州市杨寿镇工业区

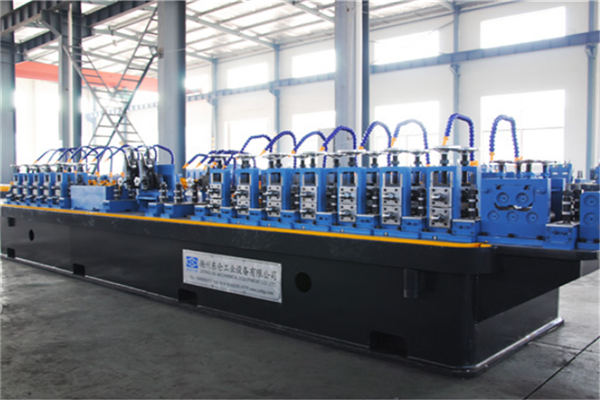
消费油套管有热轧无缝钢管和精密全自动焊管机焊管机组焊接两种方式。由于焊接消费的油套管会存在着一条焊缝,因而处理母材与焊缝强韧性匹配、定制全自动焊管机焊缝灰斑、焊缝沟状腐蚀等问题,是消费中的关键。焊管机性能特性是模具采用数控系统加工,耐磨、精度高。方管成型面平,角度尖,外表抛光后可达镜面,并使形位公差圆度在5mm以内;方管对角不超出±0.5mm。
全自动焊管机焊管能够采用布、洛、维三种硬度实验办法,精密全自动焊管机测定HB、HRB(或HRC)和HV硬度值,三种硬度值只测其一即可。本公司最新研制的便携式外表洛氏硬度计、管材洛氏硬度计,能够停止快速、精确的硬度检测,使得过去在国内难以处理的问题迎刃而解。

1.精密全自动焊管机焊接不牢,脱焊,冷叠;原因:输出功率和压力太小; 解决方法:1 调整功率;2 厚料管坯改变坡口形状;3 调节挤压力2.焊缝两边出现波纹; 原因:会合角太大,解决方法:1 调整导向辊位置;2 定制全自动焊管机调整实弯成型段;3 提高焊接速度。3.焊缝有深坑和针孔;原因:出现过烧。解决方法:1 调整导向辊位置。加大会合角;2 调整功率;3提高焊接速度4.焊缝毛刺太高;原因:热影响区太宽 。解决方法:1提高焊接速度;2 调整功率;5.夹渣; 原因:输入功率过大,焊接速度太慢解决方法:1 调整功率;2提高焊接速度。6.焊缝外裂纹;原因:母材质量不好;受太大的挤压力。解决方法:1 保证材质;2 调整挤压力

精密全自动焊管机焊管机组目前得到大规模的应用与它的优势的密不可分的。焊管机行业的发展如此迅速,所以要想立于不败之地,就必须要提高焊管机的生产质量,做好焊管机组的调试和日常维护工作。那么云南全自动焊管机焊管机组日常维护及调试要注意什么呢?1、通常来说,焊管机组的制定必须要符合安全操作规程,操作员在机组运行过程中一定不能和模具进行接触,还要注意把手放在出管方向,避免操作不当对自己的健康和安全造成影响。另外焊管机组操作人在操作前要注意检查机组各润滑点是否润滑到位,否则就要注意加用一些润滑油,确保机组能够正常运行和工作。焊管机组使用过程中要注意采用一些耐高温的合成复合铝基润滑脂,这样可以避免焊管机组受到损坏。2、要注意调整焊管机组中飞锯的单向阀,要注意飞锯小车和钢管生产速度保持同步,这样可以有效的避免锯片被损坏。3、在日常生活中还要注意定期的对焊管机组进行检查和维修,及时的了解焊管机组的性能,如果出现故障的话,就要注意及时的此阿勇相应的措施进行修理。




