
电 话:13405550777 18151068988
传 真:0514-82222285
邮 箱:854186350@qq.com
网 址:www.js-dlkj.com
地 址:江苏省扬州市杨寿镇工业区

1、轧制底线,轧制底线也就是机组中点线与平辊联径(细处)。2、保险垫,保险垫也就是放在下滑块与牌坊底梁中间的一个铸铁的垫子。3、圆变方时写径轧制底线的变化,在圆变方时特别是圆变矩形时,底线是逐渐升高,定径则是调成中点线不变的。4、起始底径与底径递增,每台南通高频焊管机焊管轧辊机组的起始也是固定不变的,以让每架次比前一架次转速稍快而次递增,就是前面被后面拉着走,这对管制材料成型很有用。高频焊管机价格轧辊模具,你了解多少?市场暗藏风雨,不想被吞没,就得要加强自身的实力,无论在知识,还是设备上,都需要比别人强。选择适合轧辊模具厂家,保障生产的效率。
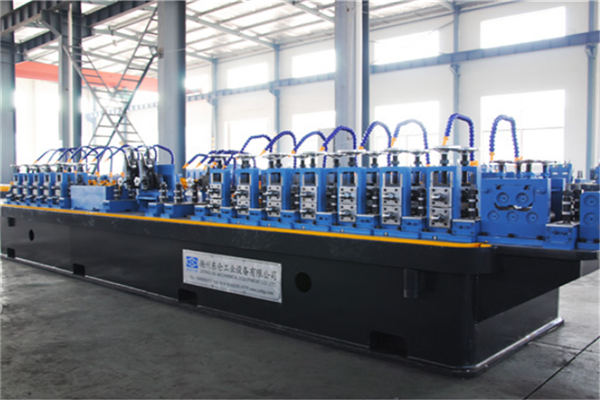
消费油套管有热轧无缝钢管和精密高频焊管机焊管机组焊接两种方式。由于焊接消费的油套管会存在着一条焊缝,因而处理母材与焊缝强韧性匹配、价格高频焊管机焊缝灰斑、焊缝沟状腐蚀等问题,是消费中的关键。焊管机性能特性是模具采用数控系统加工,耐磨、精度高。方管成型面平,角度尖,外表抛光后可达镜面,并使形位公差圆度在5mm以内;方管对角不超出±0.5mm。

1.精密高频焊管机焊接不牢,脱焊,冷叠;原因:输出功率和压力太小; 解决方法:1 调整功率;2 厚料管坯改变坡口形状;3 调节挤压力2.焊缝两边出现波纹; 原因:会合角太大,解决方法:1 调整导向辊位置;2 价格高频焊管机调整实弯成型段;3 提高焊接速度。3.焊缝有深坑和针孔;原因:出现过烧。解决方法:1 调整导向辊位置。加大会合角;2 调整功率;3提高焊接速度4.焊缝毛刺太高;原因:热影响区太宽 。解决方法:1提高焊接速度;2 调整功率;5.夹渣; 原因:输入功率过大,焊接速度太慢解决方法:1 调整功率;2提高焊接速度。6.焊缝外裂纹;原因:母材质量不好;受太大的挤压力。解决方法:1 保证材质;2 调整挤压力

高频焊管机焊管能够采用布、洛、维三种硬度实验办法,精密高频焊管机测定HB、HRB(或HRC)和HV硬度值,三种硬度值只测其一即可。本公司最新研制的便携式外表洛氏硬度计、管材洛氏硬度计,能够停止快速、精确的硬度检测,使得过去在国内难以处理的问题迎刃而解。




