
电 话:13405550777 18151068988
传 真:0514-82222285
邮 箱:854186350@qq.com
网 址:www.js-dlkj.com
地 址:江苏省扬州市杨寿镇工业区
1.热销焊管生产设备焊接不牢,脱焊,冷叠;原因:输出功率和压力太小; 解决方法:1 调整功率;2 厚料管坯改变坡口形状;3 调节挤压力2.焊缝两边出现波纹; 原因:会合角太大,解决方法:1 调整导向辊位置;2 价格焊管生产设备调整实弯成型段;3 提高焊接速度。3.焊缝有深坑和针孔;原因:出现过烧。解决方法:1 调整导向辊位置。加大会合角;2 调整功率;3提高焊接速度4.焊缝毛刺太高;原因:热影响区太宽 。解决方法:1提高焊接速度;2 调整功率;5.夹渣; 原因:输入功率过大,焊接速度太慢解决方法:1 调整功率;2提高焊接速度。6.焊缝外裂纹;原因:母材质量不好;受太大的挤压力。解决方法:1 保证材质;2 调整挤压力

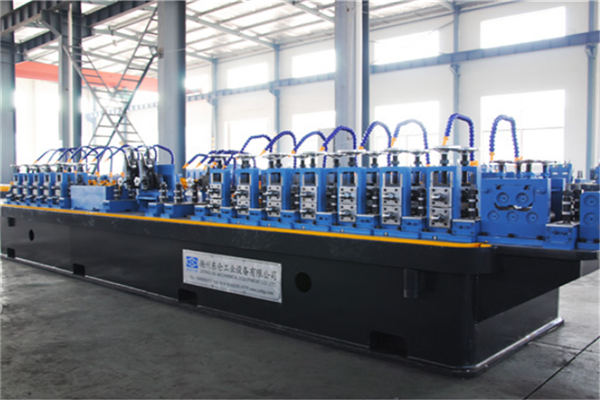
随着我国的建筑行业不断的发展,技术水平也有了非常大的提高,近年来连一些二、三线城市也能够建造起较为复杂的结构。由于我国的人口在不断的增加,在有限的土地上,想要满足更多的居住要求,就要在建筑上进行改进,才能够提供人们的居住所需,社会才能够更好的发展,钢管在建筑行业是不可缺少的,也为更高难度的建筑提供了材料的支持。热销焊管生产设备焊管机械的制作是否能够在保证质量的同时提高效率,是焊管行业的发展需要遵循的准则。焊管生产设备价格焊管轧辊也为焊管的发展提供了技术的支持,其实焊管也分为很多种,其中最常见的就是直缝焊管,它不仅制作的工艺较为简单,而且使用起来也能够更好的保证质量。

中国热销焊管生产设备焊管设备行业发展现状我国钢管行业经过近10年的飞速发展,2010年钢管产量已占世界钢管产量的50%以上,其中,无缝钢管产量占世界无缝钢管总产量的60%以上,焊接钢管产量占世界焊接钢管总产量的45%以上,我国已成为名副其实的世界钢管生产大国。在产量、品种、质量、设备装备水平、生产技术水平等方面都已达到了世界先进水平。产量和产能 “十一五”时期,钢管产量继“十五”的高速增长而转变为快速增长。2010年钢管产量达到5,765万吨,比2005年增加了2,984万吨,增107.30%,以年均15.69%的速度快速递增。其中,焊管生产设备价格无缝钢管产量2,528万吨,增加1,357万吨;焊接钢管产量3,237万吨,增加1,627万吨,分别增长115.93%和101.02%,“十一五”年均分别递增16.64%及14.99%。 据调研统计,无缝钢管制造企业拥有各种轧管机组约334套(含在建、拟建),产能近3,000万吨,其中先进的连轧管机组就有30套(已建成投产16套),产能超过1,500万吨;焊接钢管制造企业拥有各类焊管机组3,000余套,产能在4,000万吨以上。

热销焊管生产设备焊管设备的优劣决定了钢管产品焊接是否完美,针对不同的钢带使用不同的焊接工艺,那又有哪些焊接工艺呢?选用的不同的焊接工艺,焊管成效以及焊管生产设备价格焊管生产效率也会有所影响。1.高频电阻焊:利用高频电流的集肤效应和邻近效应,快速加热管坯钢带边缘使之达到熔融状态,在挤压辊作用下挤压溶合金属实现焊接的方法。2.埋弧焊:焊接电弧在焊剂的覆盖下实现电弧焊接的方法。焊接金属熔池在焊剂覆层保护下凝固成焊缝,焊剂熔融层冷却为渣壳覆盖在焊缝外表面。3.钨极惰性气体保护焊(TIG):利用纯钨或活化钨(钍钨、铈钨等)作为电极的惰性气体保护焊成钨极惰性气体保护焊,其英文简称为TIG焊。它是在惰性气体的保护下,利用钨电极与焊件间产生的电弧热熔化母材和填充焊丝的一种焊接方法。4熔化极惰性气体保护焊(GMAW) :使用焊丝为熔化电极的惰性气体保护焊。高频焊接设备中焊接工艺是一个重要的环节,成也萧何败萧何,钢管产品的优劣就在于焊接工艺了。选择合适的焊接工艺,配上冠杰的高频焊管机组,定会为贵企业的钢管产品达到更优质。




