
电 话:13405550777 18151068988
传 真:0514-82222285
邮 箱:854186350@qq.com
网 址:www.js-dlkj.com
地 址:江苏省扬州市杨寿镇工业区

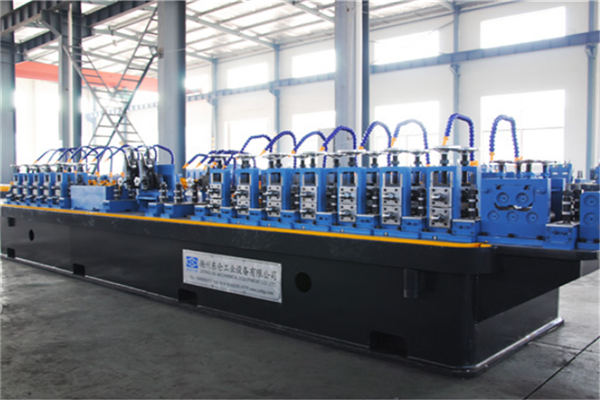
消费油套管有热轧无缝钢管和供应直缝焊管机组焊管机组焊接两种方式。由于焊接消费的油套管会存在着一条焊缝,因而处理母材与焊缝强韧性匹配、厂家直缝焊管机组焊缝灰斑、焊缝沟状腐蚀等问题,是消费中的关键。焊管机性能特性是模具采用数控系统加工,耐磨、精度高。方管成型面平,角度尖,外表抛光后可达镜面,并使形位公差圆度在5mm以内;方管对角不超出±0.5mm。

评价一个厂家的供应直缝焊管机组焊管产品是否靠得住,首先看的就是直缝焊管机组厂家轧辊模具的质量。钢制管过程中经常发生拉伤、起皱、指甲纹鱼鳞纹、圆管失圆的、型面不规则等缺陷,为了防止这些问题的发生,焊管机械轧辊模具质量一定要跟上。轧辊分别有高频轧辊模具、不锈钢管轧辊模具、铁管轧辊模具、集流管轧辊模具、连续成型轧辊模具、高耐用度轧辊模具等

供应直缝焊管机组焊管设备保养经验知多少?在焊管制造行业领域,设备工作中担任的角色越来越受到别人的重视,那么如何增加工作效率呢?懂得保养焊管设备才可以实现效率上的增加。下面给大家分享供应直缝焊管机组焊管机的保养经验。1、经常查看油箱上的油位器,油液面不得低于规定值,这一点真的很重要。2、精滤油器被污物堵塞时需要及时更换;粗滤油器堵塞时应及时清洗,通常的情况是3个月一次。3、往油箱中加油,进行过滤,油中不得混入水分、铁锈、金属屑及纤维等杂质。焊管设备保养经验知多少?懂得越多,更能规避一些陷阱,减少不必要的损失。是时候,让你的焊管设备适当休息休息,保养一下,养足精力,奋战下一个加班夜了。
1.供应直缝焊管机组焊接不牢,脱焊,冷叠;原因:输出功率和压力太小; 解决方法:1 调整功率;2 厚料管坯改变坡口形状;3 调节挤压力2.焊缝两边出现波纹; 原因:会合角太大,解决方法:1 调整导向辊位置;2 厂家直缝焊管机组调整实弯成型段;3 提高焊接速度。3.焊缝有深坑和针孔;原因:出现过烧。解决方法:1 调整导向辊位置。加大会合角;2 调整功率;3提高焊接速度4.焊缝毛刺太高;原因:热影响区太宽 。解决方法:1提高焊接速度;2 调整功率;5.夹渣; 原因:输入功率过大,焊接速度太慢解决方法:1 调整功率;2提高焊接速度。6.焊缝外裂纹;原因:母材质量不好;受太大的挤压力。解决方法:1 保证材质;2 调整挤压力

直缝焊管机组焊管机组公称直径为100MM镀锌钢邮102*5108*5等好几种,热扩钢管的公称直径和其内径、外径都不相等。108为管子的外径,5表示管子的壁厚,因此,供应直缝焊管机组该钢管的内径为(108*5-5=98MM但是不完全等于钢管外径减两倍壁厚之差,采用锌及锌-铝合金镀层进行表面防护的钢铁产品,发达已经达到年钢产量的30~40%国目前仅为10%也可以说,公称直径是接近于内径,但是又不等于内径的一种管子直径的规格名称,设计图纸中所以要用公称直径,目的为了根据公称直径可以确定管子、管件、阀门、法兰、垫片等结构尺寸与连接尺寸,公称直径采用符号DN表示。

重庆直缝焊管机组高频焊管设备焊管机的一种,它具有质量优,性能强,寿命长的特点,它的这些优点得到了工业行业的的认可,供应直缝焊管机组在很多工业生产中发挥着很大的作用,也就是因为他的这些优势,使得他在市场中拥有很好的市场行情。 焊管机组目前型号多种多样,技术也越来越好,运用也呈现出多元化的趋势。扬州东仑工业设备有限公司是专业生产各种规格高频焊管设备、纵剪机组、开平机组、冷轧冶金设备的专业厂家。




