
电 话:13405550777 18151068988
传 真:0514-82222285
邮 箱:854186350@qq.com
网 址:www.js-dlkj.com
地 址:江苏省扬州市杨寿镇工业区

消费油套管有热轧无缝钢管和精密直缝焊管机组焊管机组焊接两种方式。由于焊接消费的油套管会存在着一条焊缝,因而处理母材与焊缝强韧性匹配、厂家直缝焊管机组焊缝灰斑、焊缝沟状腐蚀等问题,是消费中的关键。焊管机性能特性是模具采用数控系统加工,耐磨、精度高。方管成型面平,角度尖,外表抛光后可达镜面,并使形位公差圆度在5mm以内;方管对角不超出±0.5mm。
1、施工不同。冷镀锌漆:可刷涂,辊涂,喷涂。推荐膜厚80μm-100μm。高频直缝焊管:由中分子环氧树脂、特种树脂、锌粉、助剂和无铅溶剂等组成的漆料为甲组份,另一组份为胺固化剂的双组份自干涂料。两者都要对钢材表面除油、除锈,进行喷砂处理,表面粗糙度达到35μm-75μm,因为两者富含锌的特性,必须和钢材表面充分接触才能发挥锌的作用,使其达到更好的防腐效果。2、配套不同。冷镀锌漆:冷镀锌漆+冷镀锌封闭剂。高频直缝焊管:北京直缝焊管机组高频直缝焊管+环氧云铁中间漆+氟碳漆直缝焊管机组厂家高频直缝焊管聚硅氧烷面漆。3、用途不同。冷镀锌油漆是代替热镀锌工艺的俱佳涂料,适合涂装于电力设施的保护,如电厂、变电站、电塔等。高频直缝焊管广泛用于冶金、集装箱、各类交通车辆、工程机械钢板预处理抛丸,特别适合于钢结构防锈使用,是非常好的防锈保养底漆。

精密直缝焊管机组焊管机组错焊,搭焊。原因:成型精度差; 北京直缝焊管机组解决方法:调整机组成型模辊;焊管机组的成型速度受到高频焊接速度的制约,一般来说,机组速度可以开得较快,达到100米/每秒,世界上已有机组速度甚至于达到400米/每秒,而高频焊接特别是感应焊只能在60米/每秒以下,超过10mm的钢板成型,国内机组生产的成型速度实际上只能达到8~12米/每秒。

矫平机在直缝焊管机组焊管机组中的作用是矫正、成型等,正常会在焊管机组制作中前期要用到,冷弯型钢中建议使用的带钢矫平机有五三种:辊式、七辊式和九辊式。直缝焊管机组厂家开口冷弯型钢大多用的是五辊式的,闭口冷弯型钢大多数用的是七辊式。中小型焊管机组上正常用的是五辊或七辊式矫平机,某些使用薄钢带的焊管机组能够不设置矫平机。也能够把钢带快速输送至活套贮存。当然受到反复的弹性塑性带钢矫平机全是辊式的,带钢通过辊式矫平机的两列辊子之间时弯曲而得到矫平,反复弯曲循环次数越多,那么矫平过程就越平稳的进行,矫平的质量就越高。

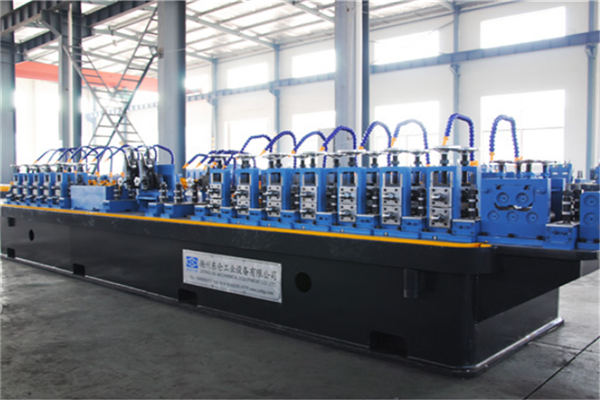
金属材料的连接地方都会用到焊接技术,相信大家对北京直缝焊管机组焊管机组这样的设备不陌生,焊接技术会直接影响到整体焊接水平,当然,焊接水平越高,受市场欢迎程度也就越大。焊接水平的高低跟许多因素相关:1、电焊工的操作水平。2、焊机的时候使用的工具材料。3、直缝焊管机组厂家焊接机器的质量一定要过硬。扬州东仑工业设备公司是一家专业制造精密高频焊管机组、不锈钢精密焊管机组、配套焊管模具及纵剪机组的生产厂家。

1、精密直缝焊管机组当自来水的压力P1低于用户所需的设定压力P2时,微机会自动控制变频泵软启动运行,直到管道的实际压力P=P2,微机才控制变频泵以一恒定的转速运行。自来水的压力P1越高,变频泵的转速就越低,自来水的压力P1越低,变频泵的转速就越高。当自来水的压力P1=P2时,变频泵就停止工作,既充分利用自来水原有的压力,又能确保用户所需的压力恒定。2、精密直缝焊管机组厂家变频泵的进水口与稳流补偿器想连,微机时刻检测稳流补偿器内的压力,通过控制真空抑制器来稳定稳流补偿器和自来水进水的压力使之不产生负压,从而确保自来水管网的正常供水。




