
电 话:13405550777 18151068988
传 真:0514-82222285
邮 箱:854186350@qq.com
网 址:www.js-dlkj.com
地 址:江苏省扬州市杨寿镇工业区
1.首先是管子的伸长量比手工焊长,普通以4-5mm为佳,太长了会减小焊缝熔深,复合管机组焊缝也不美观;太短了会呈现咬边、管口破损等缺陷。2.其次对焊管设备的管子及管板的清洁度请求较高。管板最好用碱液或有机溶液清洗洁净,管子要用沙皮纸打磨至见金属光泽。3.宿迁复合管机组焊接工件外表清洁不洁净,焊接时就会呈现气孔,影响焊接质量。4.管材坡口不宜过大,普通倒角≤2mm,以1mm最佳。坡口过大,则容易把管材烧坏,太小则招致熔深不够。

复合管机组焊管能够采用布、洛、维三种硬度实验办法,精密复合管机组测定HB、HRB(或HRC)和HV硬度值,三种硬度值只测其一即可。本公司最新研制的便携式外表洛氏硬度计、管材洛氏硬度计,能够停止快速、精确的硬度检测,使得过去在国内难以处理的问题迎刃而解。

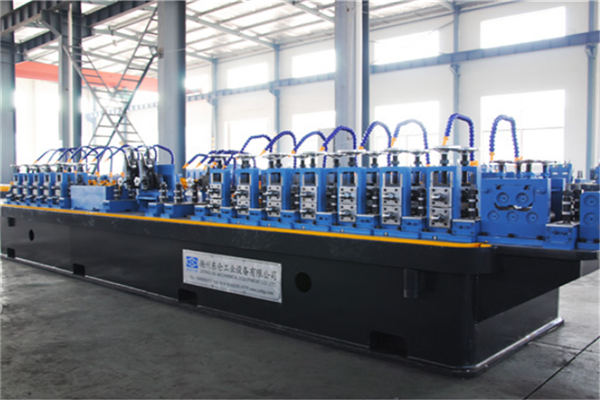
精密复合管机组焊管机组对焊使用的工艺有开卷、夹送、矫直、剪切、导向、对焊、活套、对中等,过程能够说得上是复杂多变,我公司就先给您讲讲焊管设备对焊工艺流程的前三步:1、在板卷好好定位后,精密复合管机组定制开卷机的左右锥头能够插入钢卷里面同时旋转,把带头送到夹料辊里面,夹料辊上辊压下,钢卷小车和磁力辊就能够回到原位。2、为了让弹簧钢带可以准确对中运行,开卷机运转前能够整体轴向移动+ 150mm。启动开卷机后,带钢通过夹送辊到达装了除尘装置的矫直机。3、经矫直的弹簧钢带用滑动式液压剪对带钢的头、尾进行剪切(剪下来带钢头能够立即滑到废料箱里面,剪下的带钢尾能够用输出装置收集在线外侧的专用集料箱中)。

在保养精密复合管机组高频焊管机过程中,发现磨损严重的零部件要即使对其进行更换。定期由维护人员来对机械进行保养和维护,例如添加润滑油等。要在滑动一侧时长图上优良的防锈油,减少设备氧化生锈,注意是在长期闲置的情况下。宿迁复合管机组做好细节的保养工作,对于焊管机的正常运转有好处,同时也能保证生产的顺利进行。高频焊管机,想要规避这些问题,就得选择好的生产厂家。




