
电 话:13405550777 18151068988
传 真:0514-82222285
邮 箱:854186350@qq.com
网 址:www.js-dlkj.com
地 址:江苏省扬州市杨寿镇工业区

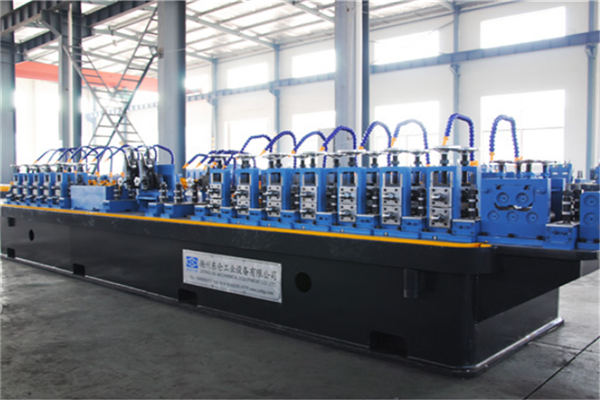
精密不锈钢焊管设备焊管设备的优劣决定了钢管产品焊接是否完美,针对不同的钢带使用不同的焊接工艺,那又有哪些焊接工艺呢?选用的不同的焊接工艺,焊管成效以及不锈钢焊管设备价格焊管生产效率也会有所影响。1.高频电阻焊:利用高频电流的集肤效应和邻近效应,快速加热管坯钢带边缘使之达到熔融状态,在挤压辊作用下挤压溶合金属实现焊接的方法。2.埋弧焊:焊接电弧在焊剂的覆盖下实现电弧焊接的方法。焊接金属熔池在焊剂覆层保护下凝固成焊缝,焊剂熔融层冷却为渣壳覆盖在焊缝外表面。3.钨极惰性气体保护焊(TIG):利用纯钨或活化钨(钍钨、铈钨等)作为电极的惰性气体保护焊成钨极惰性气体保护焊,其英文简称为TIG焊。它是在惰性气体的保护下,利用钨电极与焊件间产生的电弧热熔化母材和填充焊丝的一种焊接方法。4熔化极惰性气体保护焊(GMAW) :使用焊丝为熔化电极的惰性气体保护焊。高频焊接设备中焊接工艺是一个重要的环节,成也萧何败萧何,钢管产品的优劣就在于焊接工艺了。选择合适的焊接工艺,配上冠杰的高频焊管机组,定会为贵企业的钢管产品达到更优质。
1.精密不锈钢焊管设备焊接不牢,脱焊,冷叠;原因:输出功率和压力太小; 解决方法:1 调整功率;2 厚料管坯改变坡口形状;3 调节挤压力2.焊缝两边出现波纹; 原因:会合角太大,解决方法:1 调整导向辊位置;2 价格不锈钢焊管设备调整实弯成型段;3 提高焊接速度。3.焊缝有深坑和针孔;原因:出现过烧。解决方法:1 调整导向辊位置。加大会合角;2 调整功率;3提高焊接速度4.焊缝毛刺太高;原因:热影响区太宽 。解决方法:1提高焊接速度;2 调整功率;5.夹渣; 原因:输入功率过大,焊接速度太慢解决方法:1 调整功率;2提高焊接速度。6.焊缝外裂纹;原因:母材质量不好;受太大的挤压力。解决方法:1 保证材质;2 调整挤压力

1、精密不锈钢焊管设备焊管设备管子的长度通常在4-5MM左右,否则会造成缺陷,这点是非常重要的。2、管子和管板的清洁度要求非常高,需要先将管子用碱液来清洗,打磨出光泽。这样生产出来的焊管设备才更加的好。3、焊管设备清洁度要求也高,否则会出现气孔。会影响焊接质量。4、管子的坡口通常要求在1MM是的。扬州东仑工业设备公司是一家专业制造精密高频焊管机组、常州不锈钢焊管设备不锈钢精密焊管机组、配套焊管模具及纵剪机组的生产厂家。

精密不锈钢焊管设备焊管机组消费油套管,由于焊缝韧性受母材韧性、母材化学成分及焊接工艺的影响。当原料带钢中的C、S、P、Cr元素含量等的降低,常州精密不锈钢焊管设备焊缝韧性可得到改善;当控制焊接过程中亮线宽度、流线夹角及焊接过程中非金属夹杂物含量等也可明显改善焊缝韧性;此外,焊管经过热张力减径后的控制冷却,可改善焊接油套管的焊缝及管体其他区域的强韧性。

精密不锈钢焊管设备焊管机组目前得到大规模的应用与它的优势的密不可分的。焊管机行业的发展如此迅速,所以要想立于不败之地,就必须要提高焊管机的生产质量,做好焊管机组的调试和日常维护工作。那么常州不锈钢焊管设备焊管机组日常维护及调试要注意什么呢?1、通常来说,焊管机组的制定必须要符合安全操作规程,操作员在机组运行过程中一定不能和模具进行接触,还要注意把手放在出管方向,避免操作不当对自己的健康和安全造成影响。另外焊管机组操作人在操作前要注意检查机组各润滑点是否润滑到位,否则就要注意加用一些润滑油,确保机组能够正常运行和工作。焊管机组使用过程中要注意采用一些耐高温的合成复合铝基润滑脂,这样可以避免焊管机组受到损坏。2、要注意调整焊管机组中飞锯的单向阀,要注意飞锯小车和钢管生产速度保持同步,这样可以有效的避免锯片被损坏。3、在日常生活中还要注意定期的对焊管机组进行检查和维修,及时的了解焊管机组的性能,如果出现故障的话,就要注意及时的此阿勇相应的措施进行修理。

不锈钢焊管设备焊管机组公称直径为100MM镀锌钢邮102*5108*5等好几种,热扩钢管的公称直径和其内径、外径都不相等。108为管子的外径,5表示管子的壁厚,因此,精密不锈钢焊管设备该钢管的内径为(108*5-5=98MM但是不完全等于钢管外径减两倍壁厚之差,采用锌及锌-铝合金镀层进行表面防护的钢铁产品,发达已经达到年钢产量的30~40%国目前仅为10%也可以说,公称直径是接近于内径,但是又不等于内径的一种管子直径的规格名称,设计图纸中所以要用公称直径,目的为了根据公称直径可以确定管子、管件、阀门、法兰、垫片等结构尺寸与连接尺寸,公称直径采用符号DN表示。




