
电 话:13405550777 18151068988
传 真:0514-82222285
邮 箱:854186350@qq.com
网 址:www.js-dlkj.com
地 址:江苏省扬州市杨寿镇工业区

换模设备焊管机组公称直径为100MM镀锌钢邮102*5108*5等好几种,热扩钢管的公称直径和其内径、外径都不相等。108为管子的外径,5表示管子的壁厚,因此,精密换模设备该钢管的内径为(108*5-5=98MM但是不完全等于钢管外径减两倍壁厚之差,采用锌及锌-铝合金镀层进行表面防护的钢铁产品,发达已经达到年钢产量的30~40%国目前仅为10%也可以说,公称直径是接近于内径,但是又不等于内径的一种管子直径的规格名称,设计图纸中所以要用公称直径,目的为了根据公称直径可以确定管子、管件、阀门、法兰、垫片等结构尺寸与连接尺寸,公称直径采用符号DN表示。

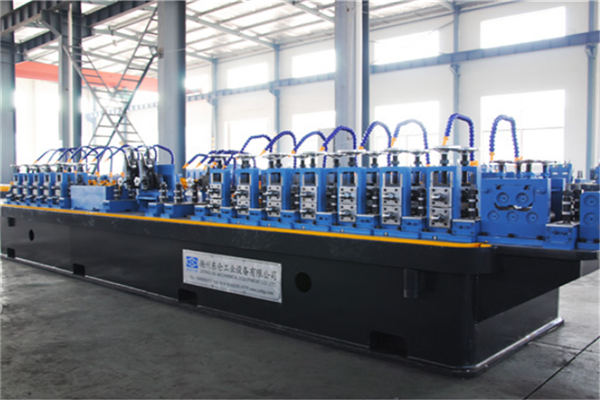
当今社会,工业高度发达 ,很多施工环境都会用到焊管机组,我们就需要对焊管机组在使用的过程中遇到哪些问题做到充分的了解,以防止使用的过程中遇到问题。精密换模设备焊管机组滚压稳定性是焊管机组最常见的问题,焊管机组在操作过程中材料在滚道中左右偏摆,这样滚轮受力不对称,左边受力大,材料向右边偏,右边受力大,材料向左边偏。如何解决这个问题,就需要在材料进入前,根据吉林换模设备焊管机组的滚压状态,设置引导口,这样材料在滚道内稳定。
精密换模设备焊管机组对焊使用的工艺有开卷、夹送、矫直、剪切、导向、对焊、活套、对中等,过程能够说得上是复杂多变,我公司就先给您讲讲焊管设备对焊工艺流程的前三步:1、在板卷好好定位后,精密换模设备价格开卷机的左右锥头能够插入钢卷里面同时旋转,把带头送到夹料辊里面,夹料辊上辊压下,钢卷小车和磁力辊就能够回到原位。2、为了让弹簧钢带可以准确对中运行,开卷机运转前能够整体轴向移动+ 150mm。启动开卷机后,带钢通过夹送辊到达装了除尘装置的矫直机。3、经矫直的弹簧钢带用滑动式液压剪对带钢的头、尾进行剪切(剪下来带钢头能够立即滑到废料箱里面,剪下的带钢尾能够用输出装置收集在线外侧的专用集料箱中)。

1、轧制底线,轧制底线也就是机组中点线与平辊联径(细处)。2、保险垫,保险垫也就是放在下滑块与牌坊底梁中间的一个铸铁的垫子。3、圆变方时写径轧制底线的变化,在圆变方时特别是圆变矩形时,底线是逐渐升高,定径则是调成中点线不变的。4、起始底径与底径递增,每台吉林换模设备焊管轧辊机组的起始也是固定不变的,以让每架次比前一架次转速稍快而次递增,就是前面被后面拉着走,这对管制材料成型很有用。换模设备价格轧辊模具,你了解多少?市场暗藏风雨,不想被吞没,就得要加强自身的实力,无论在知识,还是设备上,都需要比别人强。选择适合轧辊模具厂家,保障生产的效率。

矫平机在换模设备焊管机组中的作用是矫正、成型等,正常会在焊管机组制作中前期要用到,冷弯型钢中建议使用的带钢矫平机有五三种:辊式、七辊式和九辊式。换模设备价格开口冷弯型钢大多用的是五辊式的,闭口冷弯型钢大多数用的是七辊式。中小型焊管机组上正常用的是五辊或七辊式矫平机,某些使用薄钢带的焊管机组能够不设置矫平机。也能够把钢带快速输送至活套贮存。当然受到反复的弹性塑性带钢矫平机全是辊式的,带钢通过辊式矫平机的两列辊子之间时弯曲而得到矫平,反复弯曲循环次数越多,那么矫平过程就越平稳的进行,矫平的质量就越高。




