
电 话:13405550777 18151068988
传 真:0514-82222285
邮 箱:854186350@qq.com
网 址:www.js-dlkj.com
地 址:江苏省扬州市杨寿镇工业区

金属材料的连接地方都会用到焊接技术,相信大家对连云港全自动焊管机焊管机组这样的设备不陌生,焊接技术会直接影响到整体焊接水平,当然,焊接水平越高,受市场欢迎程度也就越大。焊接水平的高低跟许多因素相关:1、电焊工的操作水平。2、焊机的时候使用的工具材料。3、全自动焊管机价格焊接机器的质量一定要过硬。扬州东仑工业设备公司是一家专业制造精密高频焊管机组、不锈钢精密焊管机组、配套焊管模具及纵剪机组的生产厂家。

一般来说,供应全自动焊管机高频焊管机组的制定一定要符合安全操作规程,操作员在机组运行过程中一定不能和模具进行接触,还要注意把手放在出管方向,避免操作不当对自己的健康和安全造成影响。另外连云港全自动焊管机高频焊管操作人在操作前要注意检查机组各润滑点是否润滑到位,否则就要注意加用一些润滑油,确保机组能够正常运行和工作。机组使用过程中要注意采用一些耐高温的合成复合铝基润滑脂,这样可以避免机组受到损坏。
全自动焊管机焊管机组在机械制造、轻工、汽车、农机等各个部门的应用都非常普遍。特别是在高强度、连云港全自动焊管机高精度焊管的出现和发展,在很多领域中都可以取代成本昂贵的无缝管。焊管机生产厂家,为了生产效率,选择有技术是对自身一种保障的体现。扬州东仑工业设备公司是一家专业制造精密高频焊管机组、不锈钢精密焊管机组、配套焊管模具及纵剪机组的生产厂家。

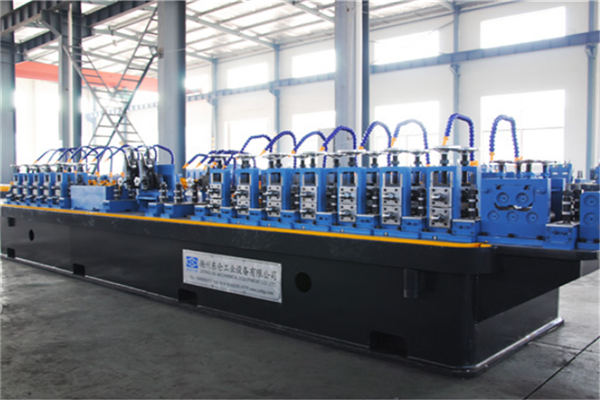
一、供应全自动焊管机焊管机组主要分类 1、高频焊管机组 2、连云港全自动焊管机装饰焊管机组 3、工业焊管机组。二、一般的工艺过程。1、焊管机组流程:被卷—上卷—开卷—切头(尾)—对焊—储料—较平—成型—高频焊接—刮疤—冷却—定径—定尺切断—辊道输出—收集。2、工业焊管机组流程:开卷—清洗装置—进料导向—成型—焊接—内焊缝整平—外焊缝打磨—定径—固溶处理—终定径—校直—探伤—喷码—定尺—切断—借料。3、装饰焊管机组流程:开卷—打商标—成型—焊接—打磨—定径—校直—定尺—切断—借料。三、装饰焊管机组工艺操作规程 1、备卷:检查钢卷表面质量,测量钢卷宽度、厚度与产品质量及工艺技术要求是否相符,检查合格后才能上卷,并且认真地填写记录。 2、开卷:将不锈钢卷与装饰焊管机组衔接起来 3、成型:调试好,可以检测,开卷看看管子是否能够顺利地成型。4、焊接:安装氩弧焊机或者是超声波焊机,对管子的焊缝进行焊接处理。5、打磨。6、定径:确定管子的直径范围。7、调直:选择生产哪种形状的不锈钢管子,需要在调直段调试好,如果是生产方管,需要增加焊管模具,以便将圆管调直为方管。8、切断:利用自动化的气压切割台或者是液压切割台,对管子进行切割处理。9、下料:按照国际标准,一条不锈钢管子的长度是6米长,定尺好,可以直接切断。

全自动焊管机焊管机组公称直径为100MM镀锌钢邮102*5108*5等好几种,热扩钢管的公称直径和其内径、外径都不相等。108为管子的外径,5表示管子的壁厚,因此,供应全自动焊管机该钢管的内径为(108*5-5=98MM但是不完全等于钢管外径减两倍壁厚之差,采用锌及锌-铝合金镀层进行表面防护的钢铁产品,发达已经达到年钢产量的30~40%国目前仅为10%也可以说,公称直径是接近于内径,但是又不等于内径的一种管子直径的规格名称,设计图纸中所以要用公称直径,目的为了根据公称直径可以确定管子、管件、阀门、法兰、垫片等结构尺寸与连接尺寸,公称直径采用符号DN表示。

中国供应全自动焊管机焊管设备行业发展现状我国钢管行业经过近10年的飞速发展,2010年钢管产量已占世界钢管产量的50%以上,其中,无缝钢管产量占世界无缝钢管总产量的60%以上,焊接钢管产量占世界焊接钢管总产量的45%以上,我国已成为名副其实的世界钢管生产大国。在产量、品种、质量、设备装备水平、生产技术水平等方面都已达到了世界先进水平。产量和产能 “十一五”时期,钢管产量继“十五”的高速增长而转变为快速增长。2010年钢管产量达到5,765万吨,比2005年增加了2,984万吨,增107.30%,以年均15.69%的速度快速递增。其中,全自动焊管机价格无缝钢管产量2,528万吨,增加1,357万吨;焊接钢管产量3,237万吨,增加1,627万吨,分别增长115.93%和101.02%,“十一五”年均分别递增16.64%及14.99%。 据调研统计,无缝钢管制造企业拥有各种轧管机组约334套(含在建、拟建),产能近3,000万吨,其中先进的连轧管机组就有30套(已建成投产16套),产能超过1,500万吨;焊接钢管制造企业拥有各类焊管机组3,000余套,产能在4,000万吨以上。




