
电 话:13405550777 18151068988
传 真:0514-82222285
邮 箱:854186350@qq.com
网 址:www.js-dlkj.com
地 址:江苏省扬州市杨寿镇工业区

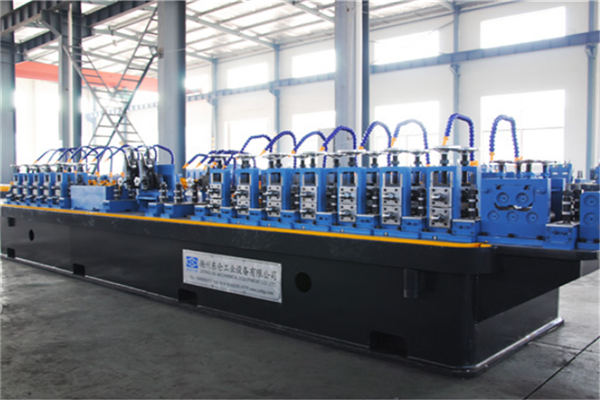
金属材料的连接地方都会用到焊接技术,相信大家对宿迁焊管机组焊管机组这样的设备不陌生,焊接技术会直接影响到整体焊接水平,当然,焊接水平越高,受市场欢迎程度也就越大。焊接水平的高低跟许多因素相关:1、电焊工的操作水平。2、焊机的时候使用的工具材料。3、焊管机组定制焊接机器的质量一定要过硬。扬州东仑工业设备公司是一家专业制造精密高频焊管机组、不锈钢精密焊管机组、配套焊管模具及纵剪机组的生产厂家。

中国供应焊管机组焊管设备行业发展现状我国钢管行业经过近10年的飞速发展,2010年钢管产量已占世界钢管产量的50%以上,其中,无缝钢管产量占世界无缝钢管总产量的60%以上,焊接钢管产量占世界焊接钢管总产量的45%以上,我国已成为名副其实的世界钢管生产大国。在产量、品种、质量、设备装备水平、生产技术水平等方面都已达到了世界先进水平。产量和产能 “十一五”时期,钢管产量继“十五”的高速增长而转变为快速增长。2010年钢管产量达到5,765万吨,比2005年增加了2,984万吨,增107.30%,以年均15.69%的速度快速递增。其中,焊管机组定制无缝钢管产量2,528万吨,增加1,357万吨;焊接钢管产量3,237万吨,增加1,627万吨,分别增长115.93%和101.02%,“十一五”年均分别递增16.64%及14.99%。 据调研统计,无缝钢管制造企业拥有各种轧管机组约334套(含在建、拟建),产能近3,000万吨,其中先进的连轧管机组就有30套(已建成投产16套),产能超过1,500万吨;焊接钢管制造企业拥有各类焊管机组3,000余套,产能在4,000万吨以上。

供应焊管机组焊管设备的优劣决定了钢管产品焊接是否完美,针对不同的钢带使用不同的焊接工艺,那又有哪些焊接工艺呢?选用的不同的焊接工艺,焊管成效以及焊管机组定制焊管生产效率也会有所影响。1.高频电阻焊:利用高频电流的集肤效应和邻近效应,快速加热管坯钢带边缘使之达到熔融状态,在挤压辊作用下挤压溶合金属实现焊接的方法。2.埋弧焊:焊接电弧在焊剂的覆盖下实现电弧焊接的方法。焊接金属熔池在焊剂覆层保护下凝固成焊缝,焊剂熔融层冷却为渣壳覆盖在焊缝外表面。3.钨极惰性气体保护焊(TIG):利用纯钨或活化钨(钍钨、铈钨等)作为电极的惰性气体保护焊成钨极惰性气体保护焊,其英文简称为TIG焊。它是在惰性气体的保护下,利用钨电极与焊件间产生的电弧热熔化母材和填充焊丝的一种焊接方法。4熔化极惰性气体保护焊(GMAW) :使用焊丝为熔化电极的惰性气体保护焊。高频焊接设备中焊接工艺是一个重要的环节,成也萧何败萧何,钢管产品的优劣就在于焊接工艺了。选择合适的焊接工艺,配上冠杰的高频焊管机组,定会为贵企业的钢管产品达到更优质。

就目前中国的供应焊管机组焊管机组行业来说,应该说是一个长久的行业,和人民都需要这样的行业!在的发展过程中,钢材的需求越来越大,所以在钢材的生产过程中钢管占的比例越来越大。焊管机组定制管材生产正常可以分成两大类,一类是无缝管,主要用的是轧制、挤压和拉拨方式生产。扬州东仑工业设备公司是一家专业制造精密高频焊管机组、不锈钢精密焊管机组、配套焊管模具及纵剪机组的生产厂家。
1.首先是管子的伸长量比手工焊长,普通以4-5mm为佳,太长了会减小焊缝熔深,焊管机组焊缝也不美观;太短了会呈现咬边、管口破损等缺陷。2.其次对焊管设备的管子及管板的清洁度请求较高。管板最好用碱液或有机溶液清洗洁净,管子要用沙皮纸打磨至见金属光泽。3.宿迁焊管机组焊接工件外表清洁不洁净,焊接时就会呈现气孔,影响焊接质量。4.管材坡口不宜过大,普通倒角≤2mm,以1mm最佳。坡口过大,则容易把管材烧坏,太小则招致熔深不够。

1、轧制底线,轧制底线也就是机组中点线与平辊联径(细处)。2、保险垫,保险垫也就是放在下滑块与牌坊底梁中间的一个铸铁的垫子。3、圆变方时写径轧制底线的变化,在圆变方时特别是圆变矩形时,底线是逐渐升高,定径则是调成中点线不变的。4、起始底径与底径递增,每台宿迁焊管机组焊管轧辊机组的起始也是固定不变的,以让每架次比前一架次转速稍快而次递增,就是前面被后面拉着走,这对管制材料成型很有用。焊管机组定制轧辊模具,你了解多少?市场暗藏风雨,不想被吞没,就得要加强自身的实力,无论在知识,还是设备上,都需要比别人强。选择适合轧辊模具厂家,保障生产的效率。




