电 话:13405550777 18151068988
传 真:0514-82222285
邮 箱:854186350@qq.com
网 址:www.js-dlkj.com
地 址:江苏省扬州市杨寿镇工业区
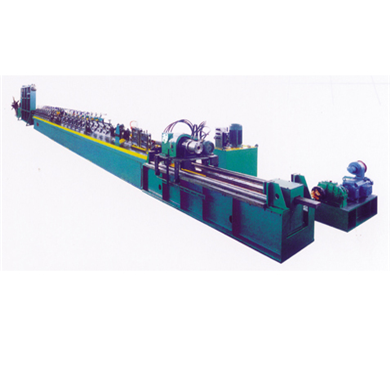
一般来说,高频焊管机组的制定一定要符合安全操作规程,操作员在机组运行过程中一定不能和模具进行接触,还要注意把手放在出管方向,避免操作不当对自己的健康和安全造成影响。
另外高频焊管操作人在操作前要注意检查机组各润滑点是否润滑到位,否则就要注意加用一些润滑油,确保机组能够正常运行和工作。机组使用过程中要注意采用一些耐高温的合成复合铝基润滑脂,这样可以避免机组受到损坏。
焊管机组高频焊接常见的问题及解决方法
1.焊接不牢,脱焊,冷叠;
原因:输出功率和压力太小;
解决方法:1 调整功率;2 厚料管坯改变坡口形状;3 调节挤压力
2.焊缝两边出现波纹; 原因:会合角太大,
解决方法:1 调整导向辊位置;2 调整实弯成型段;3 提高焊接速度
3.焊缝有深坑和针孔;
原因:出现过烧
解决方法:1 调整导向辊位置,加大会合角;2 调整功率;3提高焊接速度
4.焊缝毛刺太高;
原因:热影响区太宽
解决方法:1提高焊接速度;2 调整功率;
5.夹渣;
原因:输入功率过大,焊接速度太慢
解决方法:1 调整功率;2 提高焊接速度
6.焊缝外裂纹;
原因:母材质量不好;受太大的挤压力
解决方法:1 保证材质;2 调整挤压力
7.错焊,搭焊
原因:成型精度差;
解决方法:调整机组成型模辊; 焊管机组的成型速度受到高频焊接速度的制约,一般来说,机组速度可以开得较快,达到100米/每秒,世界上已有机组速度甚至于达到400米/每秒,而高频焊接特别是感应焊只能在60米/每秒以下,超过10mm的钢板成型,国内机组生产的成型速度实际上只能达到8~12米/每秒。