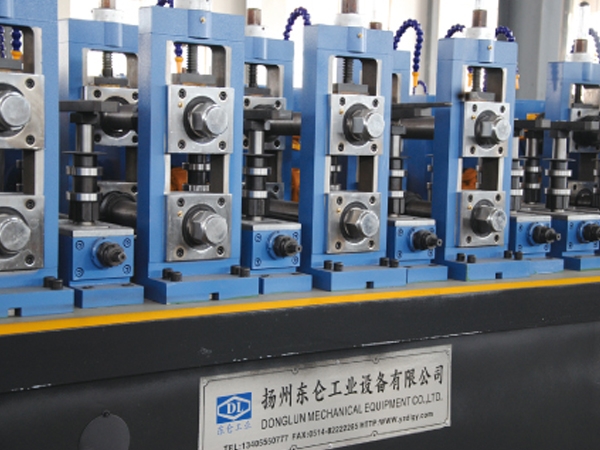
电 话:13405550777 18151068988
传 真:0514-82222285
邮 箱:854186350@qq.com
网 址:www.js-dlkj.com
地 址:江苏省扬州市杨寿镇工业区
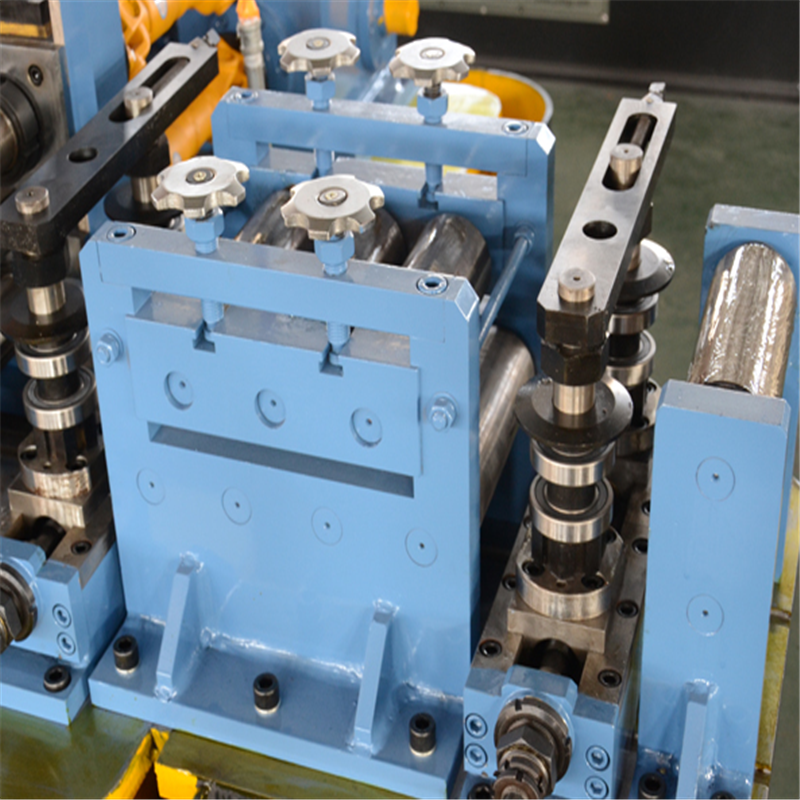
扬州东仑工业设备有限公司是一家专业的生产厂家高频焊管机组在使用过程中会出现一些问题,今天高频焊管机厂家为大家说一说,高频焊管机组左右偏摆问题应如何解决。操作高频焊管机组的过程中一定会遇到各种问题,高频焊管机组滚压稳定性问题是常见问题之一,滚压稳定性问题是高频焊管机操作过程中经常碰到材料在滚道中左右偏摆的问题,是单组滚轮受不对称,左边受力大,材料往右边摇摆;右边受力大,材料往左边偏摆。
我们可以分三步解决这个问题:
一:变形区中性层计算准确,变形区内用料计算准确,滚轮加工对称度好。
二:不变形区域尽量不受压(如滑轨底部),装配时上下滚轮各区域间隙保持一致。
三:材料咬入前,应根据高频焊管机前道滚压状态,设置引导斜口,在稳定受压前,材料在滚内滑移平稳。
高频焊管机组常见问题之:感应圈、电极的熔浇。首先无论是感应圈还是电极,有时会在瞬间被强大的电流烧红发热,如果不及时关闭高频电流输出,就会被烧熔而发生开路现象,引起其它电器事故。造成这一事故的原因主要有以下几方面: 水冷却 感应圈和电极的烧红熔化现象和水冷却效果有着很大的关系。当感应圈某个部位出现露孔时,冷却水就会被分流,使感应圈在工作中得不到及时有效地冷却,而被烧红熔化。特别是在进行接触焊时使用的电极,要求水冷却不但要有流速和流量,而且水流要紧贴电极外平面滑下,中间不能形成空间。在生产中有时我们会感觉到水量很大,但是仍然会发生电极烧红的现象就是这个原因。同时我们可以用手指去感觉一下水的冲击力度,当感到手指明显有一种被冲击的感觉时,说明水的流速是比较满意的。接触不良时就会导致电路导电不畅,局部受到大电流的冲击后,导体就会迅速起弧升温烧损。例如夹持固定感应圈的螺丝部位以及电极触头的压紧板松动时等,都会造成局部件的打火发热烧损。