电 话:13405550777 18151068988
传 真:0514-82222285
邮 箱:854186350@qq.com
网 址:www.js-dlkj.com
地 址:江苏省扬州市杨寿镇工业区
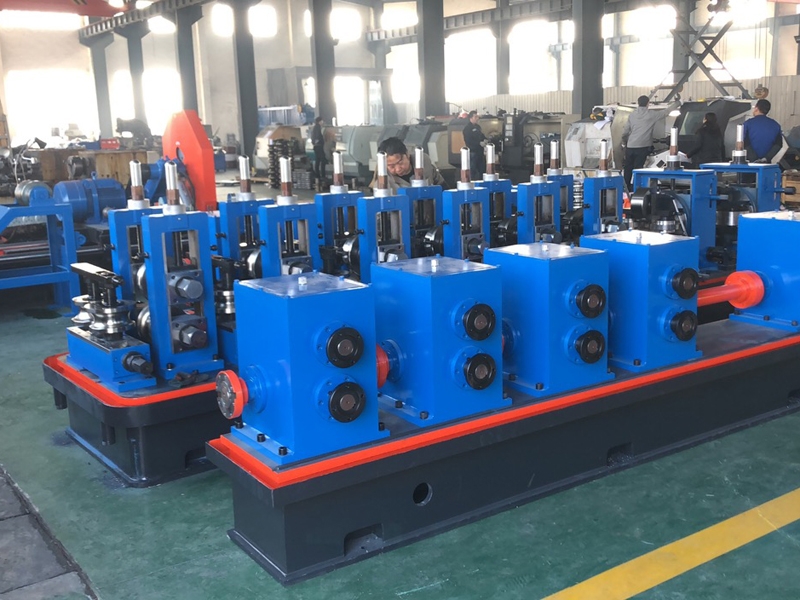
一:轧制底线
轧制底线也就是机组中心线与平辊喉径(最细处)靠合时,此线与工作台面的直线距离,也就是轧辊喉径与底板的距离。轧制底线高在焊管机组出厂时就已经确定的。
二:起始底径与底径递增
每台机组的起始(成型首架如是W变型,底径在最粗与最细的中间)底径(平辊喉径)也是固定不变的,每架次递增0.6MM-0.8MM,递增的目的是为了让每架次比前一架次转速稍快,属于后面拉着前面走,对于管材成型有利。
三:保险垫的高度
保险垫也就是放在下滑块与牌坊底梁中间的一个铸铁的垫子,受到比较大的冲击时此垫中间会被压入底部,使轴等不受损伤。保险垫的高度也是固定的。
四:圆变方时定径轧制底线的变化
在圆变方时,尤其是圆变矩形管时(平出),定径应调成中心线不变,底线则是逐渐升高。此调整目的是使管材均匀变型,角部均等,减少对机组的冲击力。
焊管的制作是否能够在保证质量的同时提高效率,是焊管行业的发展需要遵循的准则。焊管轧辊也为焊管的发展提供了技术的支持,其实焊管也分为很多种,其中最常见的就是直缝焊管,它不仅制作的工艺较为简单,而且使用起来也能够更好的保证质量。