电 话:13405550777 18151068988
传 真:0514-82222285
邮 箱:854186350@qq.com
网 址:www.js-dlkj.com
地 址:江苏省扬州市杨寿镇工业区
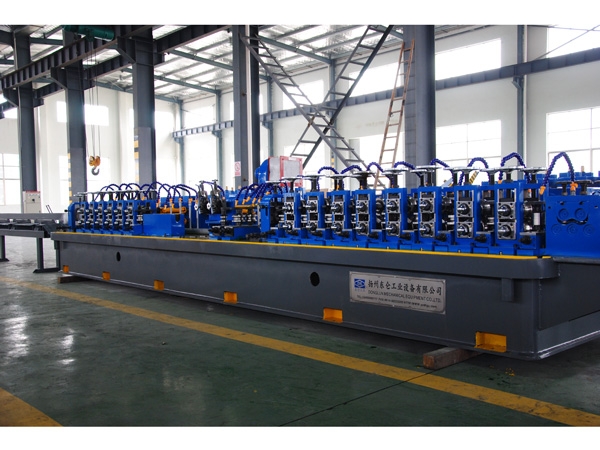
焊管机作业安全技术操作规程
一、开机:
1、闭合操作台自动开关,电源指示灯亮。
2、PLC状态转换开关,置于RON(运行)位置。
3、启动油泵,油泵指示灯亮,液压站工作。
二、焊前调整:
1、调节液压站溢流阀,使压力表数值在(3-4Mpa)之内。
2、将主令开关置于“手动”位置,使用“右箱快进”、“右箱快退”按钮,将右箱调整至适当位置。
3、将工件置于托架上,按下“托起”按钮,并调整托架下方微调节器手柄,使工件与主轴基本同轴(应略低于主轴高度)
4、按下“水平顶进”按钮,主轴将工件顶紧。
5、按下“进枪”按钮,调整好焊枪角度及与工件距离。
6、依次按下“进枪”、“水平顶进”、“托起”按钮,使焊枪、右箱主轴、托架依次退回。
7、调整保护气体流量在(10—25)1/ min之内。

三、焊前检查:
1、检查焊枪喷嘴处保护气体流量。
2、检查焊丝、导电嘴、送丝轮与焊接电源面板上“状态”选择开关是否相符。
3、检查遥控盒收弧电流旋钮数量是否合适。
4、检查PLC上各报警指示灯是否正常。
四、自动焊接:
1、主令开关旋置“自动”位置,则主轴反转到零位后自动停止。
2、启动焊接电源,按下“循环启动”按钮,指示灯亮,循环开始。
3、焊接过程中,严禁转动主令开关,经常清除焊枪喷嘴处的焊搂飞溅物。
五、关机:
关闭油泵、焊接电源,关闭开关及电源,锁好操作台前后门。