电 话:13405550777 18151068988
传 真:0514-82222285
邮 箱:854186350@qq.com
网 址:www.js-dlkj.com
地 址:江苏省扬州市杨寿镇工业区
在高频焊管的生产中,管坯的形成和接缝状态直接影响焊缝质量,而焊缝对接面的平行度尤为重要。在钢管的接头焊接过程中,接头的平行度主要是通过调节挤压辊上辊的减小和两个上辊之间的间隙来确保的。
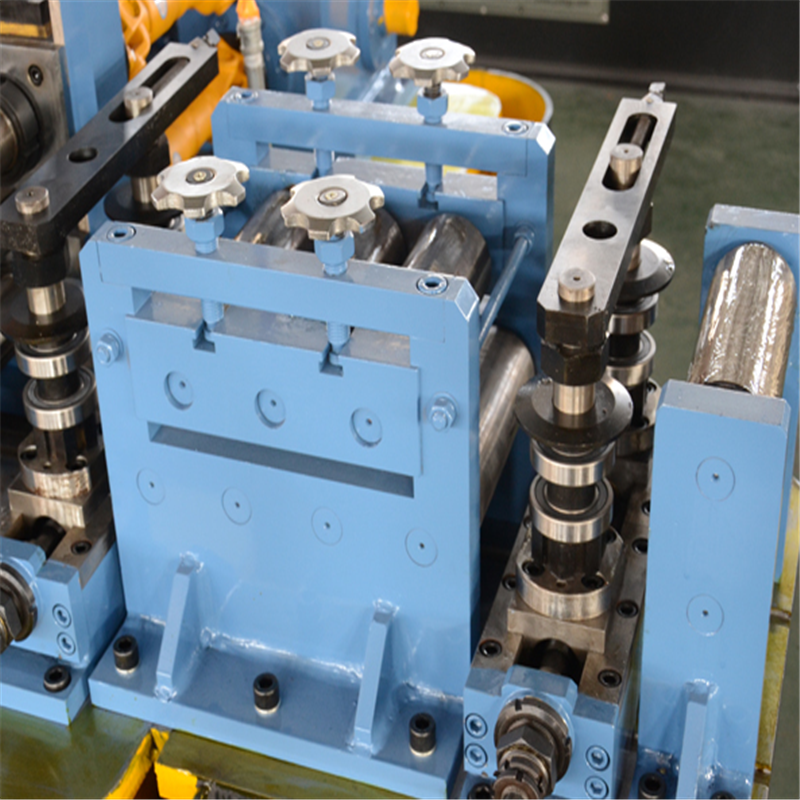
1.焊接挤压辊的通过特性
焊接挤压框架的上挤压辊的孔半径比其他挤压辊的孔半径大。因此,在上挤压辊的外辊表面与钢管的理想圆形截面之间存在间隙。该间隙通常称为“后跟隙”。
在实际成型中,钢管的横截面不能为理想的圆形。在正常情况下,由于带材边缘的变形不足,其横截面倾向于桃形。如果不做任何调整,则对接表面将不会平行对接,这将严重影响焊接质量。

如果上挤压辊和其他挤压辊使用相同的孔半径,则通过调节上挤压辊的压紧量来消除V形接头时,上挤压辊的外表面将用力挤压,很容易在管子表面造成疤痕,并形成更严重的V形接头。
因此,“后跟间隙”的设定是根据管坯成形的实际特性,通过调整上部压紧辊的压下率,有效地消除V字状的接合现象。
2.上挤压辊的调整方法
根据标准孔图案设定压紧辊的位置时,如果发现成形接头为V形,则可以在“跟隙”范围内调节上压紧辊的压紧量。
减小上部挤压辊的极限是上部挤压辊的外表面在钢管的表面上产生浅的凹痕。根据经验,当达到此下限时,即使是强度更高的管道也通常会形成平行(I形)成型接缝。
根据上述经验,必须严格按照设计值设置两个上挤压辊之间的间隙。该间隙的改变将直接导致“后跟间隙”的改变。如果每次更换辊子时都没有严格根据设计值设置间隙,则很难在孔图案的调整中实现可重复性。

出于同样的原因,在进行上辊的非对称调节以消除不对准时,确保仅调节控制台侧的上辊,并始终将另一侧的上辊作为参考。如果随意调节两侧的上辊,则上辊间隙可能会逐渐偏离设定值。
3.特殊情况下的调整技巧
钢管的壁厚越大,材料的强度越高,在焊接过程中消除V型接头的难度就越大。如果上辊的外辊表面已造成明显的压痕,但仍无法实现I形接缝,则表示调整已达到极限。继续向下压上辊,不仅会导致严重的压痕,还会造成更严重的V型接缝。

上述现象表明,需要较大的“后跟间隙”以进行较大的压力调节。因此,两个上辊之间的间隙可以扩大以达到该目的。