电 话:13405550777 18151068988
传 真:0514-82222285
邮 箱:854186350@qq.com
网 址:www.js-dlkj.com
地 址:江苏省扬州市杨寿镇工业区
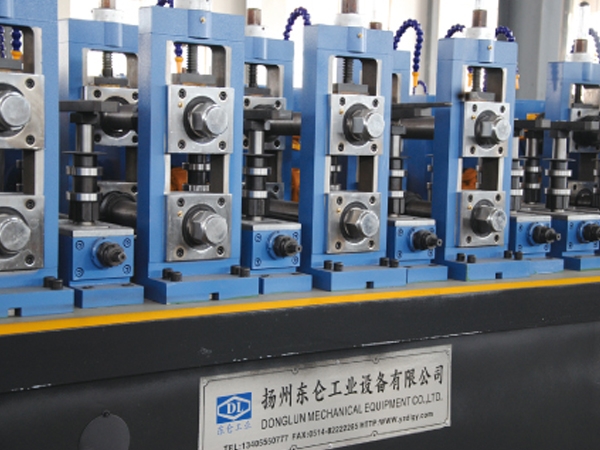
高频焊管生产工艺流程主要取决于产品品种,从原料到成品需要经过一系列工序,完成这些工艺过程需要相应的各种机械设备和焊接、电气控制、检测装置,这些设备和装置按照不同的工艺流程要求有多种合理布置,高频焊管典型流程:开卷―带钢矫平―头尾剪切―带钢对焊―活套储料―成型―焊接―清除毛刺―定径―探伤―飞切―初检―钢管矫直―管段加工―水压试验―探伤检测―打印和涂层―成品。
高频焊是用流经工件连续接触面的高频电流所产生的电阻热加热并在施加顶锻力的情况下,使工件金属间实现相互接连的一类焊接方法。它类似与普通电阻焊,但存在着许多重要的差别。

高频焊用于碳钢焊管生产已经有40多年的历史。高频焊接具有较大的电源功率,对不同材质、口径和壁厚的钢管都能达到较高的焊接速度(比氩弧焊的较高焊接速度高出l0倍以上)。因此,高频焊接生产一般用途的钢管具有较高的生产率因为高频焊接速度高,给焊管内毛刺的去除带来困难,这也是目前高频焊钢管尚不能为化工、核工业所接受的原因之一。从焊接材质看,高频焊可以焊接各种类型的钢管。同时,新钢种的开发和成型焊接方法的进步。
高频焊管的用途是焊管,直缝高频焊接钢管具有工艺相对简单,快速连续生产的特点,在民用建筑、石化、轻工等部门有广泛用途。多用于输送低压流体或做成各种工程构件及轻工产品。

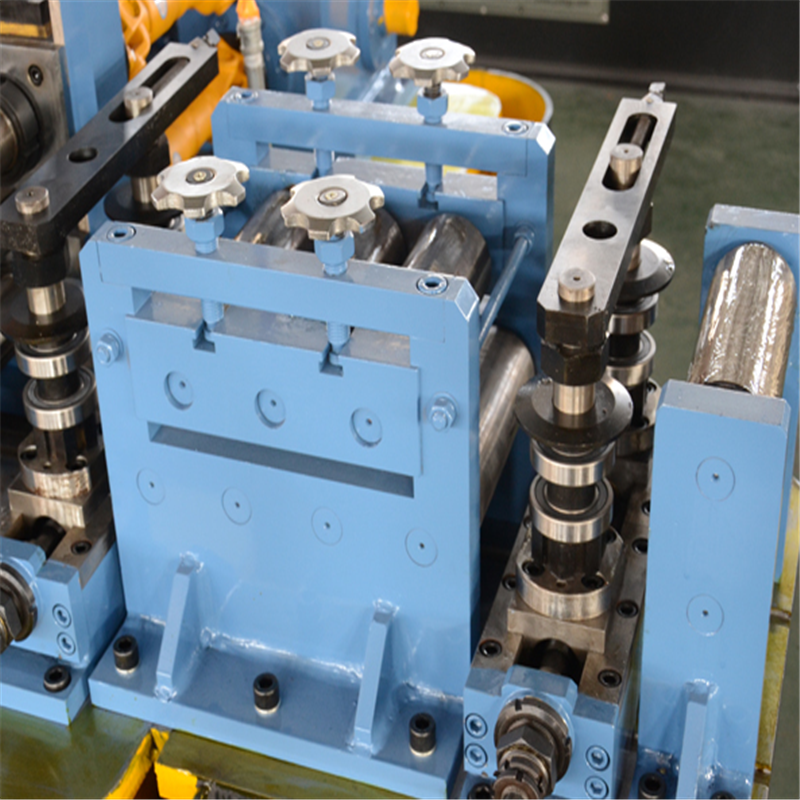
高频焊接是根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢材局部加热到熔融状态,经滚轮的挤压,使对接焊缝实现晶间接合,从而达到焊缝焊接之目的。高频焊是一种感应焊(或压力接触焊),它无需焊缝填充料,无焊接飞溅,焊接热影响区窄,焊接成型美观,焊接机械性能良好等优点,因此在钢管的生产中受到广泛的应用。